У сфері виробництва дроту та кабелю виробнича лінія екструзії оболонок відіграє вирішальну роль. Це схоже на надягання суцільного покриття на провід і кабель, захищаючи внутрішній провідник і шар ізоляції.
Перш за все, давайте уважно розберемо технічні параметри в таблиці. Різні моделі екструзійних ліній виробництва обшивки демонструють різну продуктивність під час обробки різних матеріалів. Наприклад, виробнича лінія моделі 70 має потужність 37 кВт, продуктивність 180 кг/год і певну швидкість обертання під час обробки ПВХ/ПЕНЩ; у той час як при обробці матеріалів MDPE/HDPE/XLPE потужність стає 125 кВт, вихід 37 кг/год, а швидкість обертання також відрізняється; для матеріалів LSHF потужність становить 75 кВт, продуктивність - 140 кг / год, а швидкість обертання - 90 об / хв. Зі збільшенням моделі потужність, продуктивність і швидкість обертання також відповідно змінюються, щоб задовольнити різні виробничі потреби в різних масштабах.
Судячи з методів використання виробничої лінії екструзії оболонок, отриманих з Інтернету, вона в основному рівномірно покриває зовнішню поверхню дроту та кабелю певними матеріалами за допомогою таких процесів, як нагрівання та екструзія, щоб утворити суцільну оболонку. У цьому процесі точний контроль параметрів обладнання має вирішальне значення. Різні матеріали вимагають різних налаштувань температури, тиску та швидкості для забезпечення якості та ефективності оболонки.
З нетерпінням чекаючи майбутнього ринку, з безперервним розвитком дротяної та кабельної промисловості та прогресом технологій, ринкові перспективи лінії виробництва екструзії оболонок дуже широкі. З одного боку, оскільки попит на дріт і кабель у різних галузях промисловості продовжує зростати, вимоги до якості та продуктивності оболонки також стають все вищими. Це спонукатиме виробничу лінію екструзії обшивки до постійного оновлення та вдосконалення, щоб відповідати вищим стандартам виробництва. Наприклад, підвищити ступінь автоматизації обладнання, досягти більш точного контролю параметрів, підвищити ефективність виробництва та якість продукції. З іншого боку, використання екологічно чистих матеріалів також стане майбутнім трендом розвитку. Виробнича лінія екструзії оболонок має адаптуватися до вимог обробки нових екологічно чистих матеріалів і забезпечити більш екологічно чисті та стійкі оболонки для дроту та кабелю.
Для кабельних заводів попит на лінії виробництва екструзії оболонки в основному відображається в наступних аспектах. Перш за все, обладнання повинно мати ефективну виробничу потужність для задоволення потреб великомасштабного виробництва. Обладнання з високою потужністю та високою продуктивністю може виробляти більше продукції за одиницю часу та підвищувати ефективність виробництва. По-друге, необхідно, щоб обладнання могло забезпечити стабільну якість оболонки. Точне керування швидкістю та розумні налаштування параметрів процесу можуть забезпечити рівномірну товщину оболонки та надійну роботу. Крім того, кабельні заводи також очікують, що обладнання матиме низькі витрати на технічне обслуговування та високу надійність, щоб зменшити ризик переривання виробництва.
З точки зору робочої швидкості обладнання, різні моделі ліній екструзії обшивки мають різну швидкість обертання. Це забезпечує широкий вибір для кабельних заводів, а швидкість роботи обладнання можна регулювати відповідно до терміновості виробничих завдань і вимог специфікації продукту. У той же час, з безперервним прогресом технологій, очікується, що майбутня виробнича лінія екструзії обшивки ще більше збільшить робочу швидкість і скоротить виробничий цикл за умови підтримки високоякісного виробництва.
Підсумовуючи, як важливе обладнання для виробництва дроту та кабелю, виробнича лінія екструзії оболонок має велике значення з точки зору технічних параметрів, методів використання, майбутніх ринків та вимог кабельної фабрики. Він продовжуватиме розвиватися та впроваджувати інновації та надавати більш якісні та ефективні рішення для виробництва оболонок для проводової та кабельної промисловості, а також матиме більш надійне покриття для проводів та кабелів.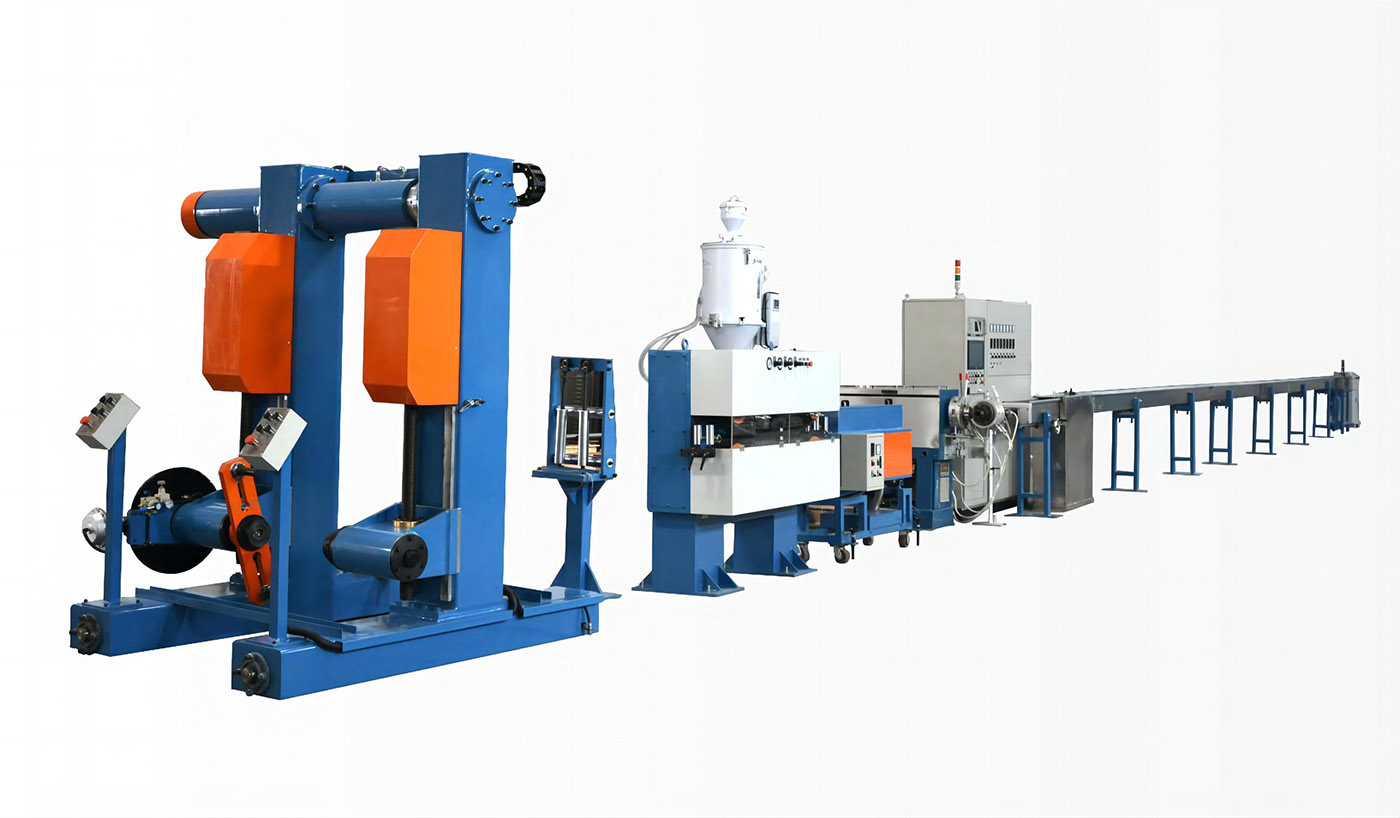
Час публікації: 27 вересня 2024 р